

 |
Dust division introduction |
|
Dust division was established in 2006, based on company quality professional technology, integration technology, production, installation, customer service service and other departments, focus on the advantages of resources professional dust fire system design, performance optimization and application, to provide customers with professional equipment supply, installation, commissioning, system integration, technology consulting, service, maintenance and training of a full range of solutions, customer service service with professional skilled technology, perfect, and excellent sales performance, good business reputation, business win trust and support of our customers and suppliers of complete sets of rolling mill. Dust division after years of efforts, has established a good cooperative relationship with the southern cement, landscape, prestige, and Jing Lan Wengfu, Phoenix, Langxi, special Yorky, Zoomlion, three Ling, Meyer, 1000, Meng Xi, Luliang chemical and other domestic first-class brand. Division based in Jiangsu, Taicang, radiation throughout the country, and strive to build China's high-end fire protection brands. Taicang Su Fire Equipment Co., Ltd. dust division
Address: two Taicang Road, Liuhe Town, South Gate No. 18 zip code: 215431 Tel: 0512-81605191, 81605190
|
|
|
Discussion on carbon dioxide extinguishing, cooling and dilution system for pulverized coal preparation |
● Brief introduction of pulverized coal preparation process and analysis of fire boundary conditions
At present, in the preparation of coal powder production process, so many enterprises headache one thing ---- coal powder fire, more serious is likely to cause explosion, causing casualties and so on. How to prevent such accidents from occurring is an urgent matter for every designer.
To prevent such accidents, the first thing to understand is the technological process of pulverized coal preparation equipment. The main cause of fire or explosion is analyzed.
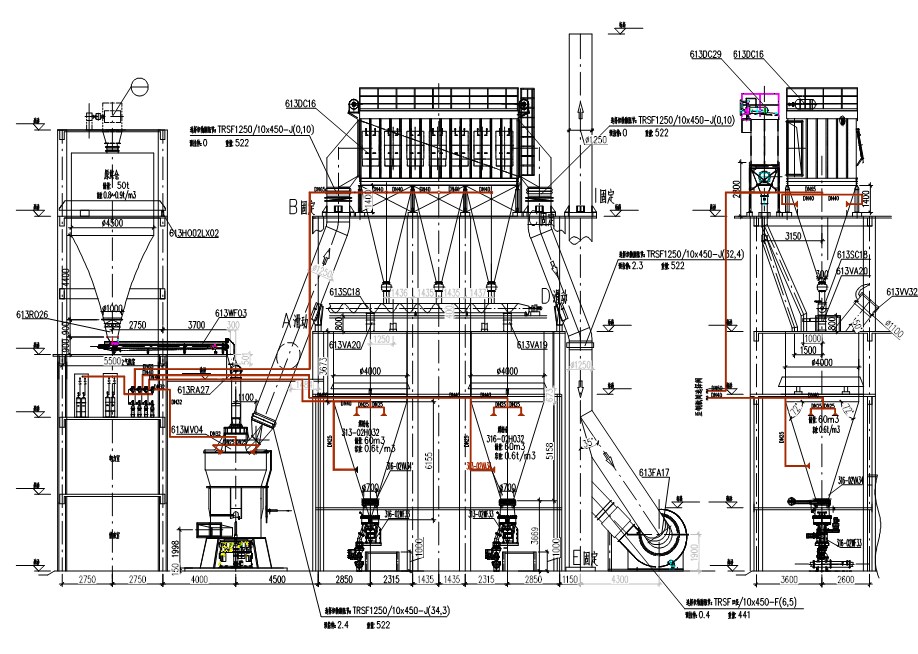
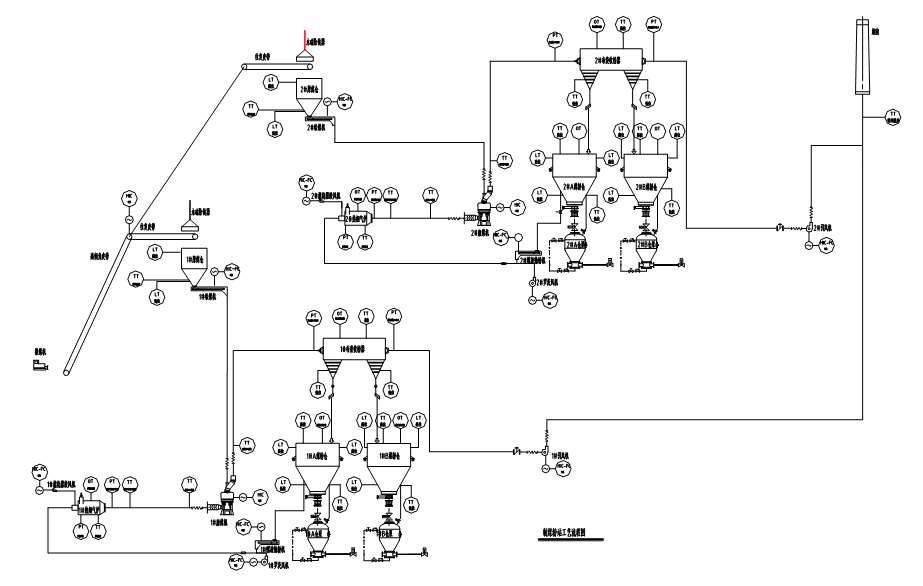
Generally speaking, in the original coal bunker, by quantitative material feeding coal grinding system, drying and grinding in the mill, the mill pulverized coal gas into the coal mill, coarse powder separated by fine powder grinding head back again, with the gas into the high concentration coal mill bag type dust collector the collection, coal into the coal bin with a load sensor.
From the point of view of fire combustion, fire or fire explosion must meet the following conditions: combustible material, combustion supporting substance and ignition source (three conditions are called three elements of fire). Three conditions destroy any of the conditions, fire accidents will not happen. In view of the preparation process of pulverized coal equipment, we analyze the specific factors causing explosion or fire in turn.
Fuel: the coal powder in the preparation process of coal powder is pulverized coal, and because coal powder is an essential raw material in the production process, it can not be stopped or reduced. Another is the combustible carbon monoxide, due to long-term coal by high temperature and abrasive, part of pulverized coal pyrolysis will produce carbon monoxide gas, when the concentration of carbon monoxide in the explosion limits, encountered fire that will burn or explode. The common method used in the market is to use carbon monoxide on-line analyzer to detect the carbon monoxide concentration in the process environment, and transmit the signal to the central control room.
Combustion support: the large amount of oxygen in the air. The preparation process of pulverized coal is a process under anaerobic conditions. Therefore, reducing oxygen is a desirable method of fire prevention, so how can we do that? At present, the market has a very mature approach -- blowback system with nitrogen gas, so as to reduce the concentration of oxygen in process environments, and the oxygen concentration monitor to monitor the concentration of oxygen in process environments, the oxygen concentration control in combustible oxygen concentration limit to.
Source: for coal preparation technology, a variety of ignition source: there are a lot of hot gas at the outlet of the coal mill, milling spark generated during the grinding process, the pulverized coal in the coal produced due to the backlog of smoldering heat source and electrostatic spark etc.. Obviously, it is impossible for us to put an end to all of these sources of ignition - - because the investment is too high, we can only detect and eliminate some of them. At present, the common method is to use temperature sensors to collect temperature data, and control the temperature of the inlet by controlling the temperature of the inlet to the extent permitted by the technological conditions.
● Fire detection and fire fighting techniques
Strictly speaking, the "fire" should be said to be "anti consumer", because the fire is the concept of "giving priority to prevention, combining prevention and suppression", "fire" is our means, and how to fire before the appearance of "anti" live fire, and put it in the bud is our main exploration the direction of.
There are many types of fire detection on the market at present: such as temperature detection, gas concentration detection, flame detection, flame detection optical forming and so on, and for the coal preparation process, the main detection temperature detection, gas concentration detection, oxygen concentration detection three, above detection data to the central control room, to achieve "the main purpose of preventing". The methods used in these coal preparation equipment will be analyzed in detail below.
Temperature detection: in traditional design, coal preparation equipment used in temperature detection equipment is the main bar type temperature detector, plug rod type temperature detector is the biggest advantage is that you can use in harsh environments, and the detection range from 0 to 800 DEG C, which belongs to the wide range detector, basically meet the design and use of according to the requirements, but I had some practical experience and customer during the work of Suan cement company division 5 years of feedback, there is still a great lack of design.
In the design, simple consideration of the choice of what type of detector, but how to connect the detector in the actual production process, there are still many shortcomings, we use coal warehouse temperature measurement analysis.
Many carbon dioxide manufacturers use traditional thermocouples or thermal resistance detectors when they are equipped with temperature probes. The length is usually between 250cm and 400cm, and is usually installed on the silo wall. That is, the temperature detected by such detectors is near the wall of the silo. But in the actual production of coal preparation process, warehouse fire is often by the coal center, the position of the warehouse and so easy to long-term retention of parts and prone to smoldering parts to the outer diffusion, and other sources of ignition point temperature spread to the silo wall, the fire has not developed to the level of control. Therefore, we need to use the "longer" temperature detector, so that we can truly determine the ignition temperature of the starting point of the true temperature.
Carbon monoxide / oxygen concentration detection: whether cement plants or power plants or chemical plants, carbon monoxide (oxygen concentration analysis) analysis is already more mature products, here will no longer talk about.
Carbon dioxide design, dosage and main role: in the past many design, many design units stereotyped design using traditional design ideas, but ignored three very important factors:
One is the carbon dioxide equipment environment, due to the pulverized coal preparation equipment in the high temperature environment for a long time, especially coal grinding machine imported high temperature to 250 to 300 DEG C, the experimental determination showed that the high temperature will seriously affect the efficiency of fire extinguishing agent. Therefore, in the design, we must increase the design dosage;
Another important reason is that in actual use, a lot of coal preparation equipment and equipment between the connecting pipe communicated with each other, under the fire condition of carbon dioxide during the spraying process, agents often have to increase the amount of loss, so the design at the same time, must use isolation equipment, prevent fire extinguishing loss.
Third point is also the most critical point, many design units, including the use of carbon dioxide units are aware of the fire suppression effect is very satisfactory, but it ignores the other important role of carbon dioxide, cooling, cooling and dilution. Carbon dioxide cooling, cooling, and dilution are discussed in detail below.
Cooling: carbon dioxide "sublimation" phenomenon when spraying the state from liquid directly into gaseous carbon dioxide, this process can absorb large amounts of heat in the air, so in the coal preparation equipment of intermittent high temperature phenomenon, open several bottles of carbon dioxide, can play a very good cooling effect. In this regard, has been confirmed in many units of practical experience.
The above mentioned about dilution: combustible, carbon monoxide is caused by dust explosion is an important reason, but not all of the carbon monoxide can cause an explosion, according to the relevant experimental data show that the concentration of carbon monoxide concentration in the air in 12.5% ~ 74% explosion occurs, so we can use the carbon monoxide analyzer. The determination of the concentration of carbon monoxide, once the concentration value lower than the concentration of carbon monoxide explosion, immediately spraying a certain amount to the reserve of carbon dioxide, can dilute the carbon monoxide concentration, to prevent the occurrence of explosion accident.
Fire control system associated with carbon monoxide analysis system: any linkage equipment light "eyes" is not enough, must be "eyes" to observe the information feedback to the "brain" - fire the host and the central control system, and is currently on the market have been put into use in the carbon dioxide fire extinguishing system, "eye" and "brain" is separated and independent. Many manufacturers spend purchasing carbon monoxide analysis system and temperature detection system, but due to the carbon dioxide fire extinguishing equipment manufacturers and manufacturers of carbon monoxide analyzer involves many docking techniques because of carbon monoxide analysis signals to detect system often only into the control room DCS system, but did not associate the alarm signal control system of carbon monoxide and carbon dioxide analyzer, contributed to the "what about pain without gain" embarrassing situation.
Some people may doubt how temperature detection signal can not be found in the fire? Reaction time on temperature detector and carbon monoxide detectors here we need to do a simple description, the fire in the growth stage, the propagation speed is greater than the temperature of flue gas velocity, thus theoretically, than the reaction time temperature detector fast carbon monoxide analysis of the reaction time of the system.
|
|
How to prepare fire prevention and explosion proof for pulverized coal preparation in cement plant |
● Preface
Cement industry is the main part of building materials industry, which is closely related to economic construction. Coal is a most common fuel in cement production, especially since the 1973 global oil crisis, the international cement industry has undergone further changes in fuel composition, many of the original oil as the main fuel into the national cement industry using coal as fuel. Chinese energy structure shows as coal, oil, gas, so our common portland cement clinker production with coal as fuel for production.
In the production of cement clinker by precalciner kiln, usually 100-110 kilograms of standard coal is needed to produce 1 tons of cement clinker each time. In order to speed up the chemical reaction speed of coal combustion process, to achieve the required combustion temperature, and to form the high temperature state and environment required by raw materials to calcine mature materials, the raw coal must be pulverized into fine powder. Therefore, the fineness of pulverized coal is one of the control factors to ensure combustion speed and stable combustion.
In the coal preparation system, it involves grinding, storage, transportation and dust removal equipment, etc. the grinding equipment usually uses vertical grinding or wind sweeping tube to grind the pulverized coal.
Preparation of system design in cement plant pulverized coal system, despite the use of fire, explosion, explosion, explosion, explosion check and anti-static measures, set up advanced pressure, temperature, CO concentration detection and alarm device, the pulverized coal preparation system is the key link of monitoring and early warning, at the same time set automatically fire extinguishing system of C02 or N2, but because of easy combustion and explosion characteristics of coal spontaneous combustion or explosion, accident prone to its preparation, transportation, storage and use of the process, the misoperation factors induced by accident and pulverized coal preparation process, the pulverized coal preparation system of cement factory as production safety accidents occurred frequently link.

● Accident case
In August 2003, a cement production enterprise 4000t/d clinker production line, due to operator error, pulverized coal preparation system explosion, resulting in 3 deaths, many people injured tragedy.
In March 2009, a cement production enterprise coal grinding system, in the process of stopping, due to the wind sweeping grinding head and pipe accumulation of coal powder, respectively, at 7:30 on the morning of 27 and 31 at 1:30 in the afternoon, 2 consecutive explosion. Coal mill dust collector, cloth bag burned, grinding head, grinding tail pipe deformation displacement.
In January 24, 2010, 6 maintenance workers of a cement production enterprise carried out the inspection and maintenance of coal dust bag dust collector, 4 of them were on the top floor, and another 2 were on the next floor of the attic. At 2:20 in the afternoon, coal mill bag filter in the hot work caused by blasting, the top floor of the 4 maintenance workers by the blast fell from a height above ground of death.
In September 19, 2010, a cement production enterprises in the control room operator of coal mill, 1# coal mill bag filter at the top of pipeline leakage, notify the post and repair immediately to 1# coal mill bag filter top view pipeline leakage. Two workers and maintenance workers are now servicing the leaking pipes. At 1:58 in the morning, running 2# coal mill bag filter, due to spontaneous combustion of pulverized coal accumulated in the hopper caused by blasting, heat waves will be 7 meters apart is 1# coal mill bag dust collector at the top of the post maintenance and repair work two burns, in which 1 people died.
At 20:45 on January 18, 2011, a cement production enterprise 5000t/d clinker production line, after the coal powder storehouse is filled, the coal mill stops normally. 19, 0:18, the central control room coal grinding operator according to operating procedures boot. 0:19, coal mill hopper dust bag temperature rises rapidly, combustion explosion occurred. 3 explosion doors were opened and second chambers and third chamber cloth bags were burned. Fortunately, there were no casualties.
At 23:30 on January 14, 2012, a cement manufacturer coal dust bag dust collector exploded. 15, 1 am, the fire was extinguished, post workers began to open the access door to clean coal ash by 2:40 in the morning, to clean up; 2# hopper, opened the gate, buried in the fire suddenly jumping (fresh air in two explosion), the moment the flame is jetted outwards from the scene in serious burn.
● Fire prevention and explosion proof safety measures
I. Basic requirements
(1) the cement plant shall establish a fire prevention and explosion related safety management system for the coal preparation system.
(2) the personnel of the coal preparation system must undergo the training of post operation rules, hidden trouble investigation, emergency rescue and emergency handling, etc., and be qualified for the post after examination.
(3) the coal preparation workshop should set up a warning area, prohibit the storage of flammable and explosive substances, and prohibit the unauthorized entry of personnel without permission.
(4) the pulverized coal preparation workshop shall be equipped with sufficient fire protection facilities according to the requirements of GB 50016, and the fire extinguisher configuration shall comply with the requirements of the GB50140, and fire alarm devices shall be set up at the scene and in the control room. Fire equipment and facilities should be checked regularly and kept in good condition and effective. Fire control safety warning signs, such as "no pyrotechnics", which meet the requirements of GB 13495, shall be set up in the coal preparation workshop.
(5) the cement plant shall formulate the emergency plan for fire prevention and explosion prevention of the coal preparation system in accordance with the requirements of GB/T 29639, and organize relevant personnel to train and practice.
Two, equipment and facilities requirements
(1) the design of the pulverized coal preparation system shall meet the requirements of GB 50016 and GB 50116, GB 50295, GB 50577 and GB 15577.
(2) there are no less than two fire hydrants at each level of the coal grinding workshop.
(3) the explosion relief valve shall be installed in the coal grinding machine, the powder separator, the coal dust bin, the coal dust collector and the dust inlet pipe. The vent valve shall be automatically opened and closed. The installation position shall be easy to overhaul, and the ejected explosive shall be sprayed to the control room, the oxygen equipment, the cable tray, the stairway and the main passage.
(4) the dust collector of the coal preparation system shall be equipped with a bag type dust collector for coal grinding. It shall be equipped with facilities such as anti combustion, explosion prevention, lightning protection, anti-static electricity and anti condensation. The inlet and outlet of the dust collector shall be equipped with a quick cut-off valve in the state of power failure, and a speed measuring device shall be provided for the ash discharging rotary switch.
(5) when the coal mill uses the waste heat of the sintering system as the drying heat source, the hot air before entering the coal mill shall have an adjusting valve and a cyclone dust collector (or a settling chamber). The exhaust heat of kiln exhaust should be adopted for the drying heat source of coal mill.
(6) coal mill and an air inlet tube, pulverized coal, coal grinding dust remover (import duct, hopper) should set the temperature monitoring device, dust outlet pipe should be set to CO monitoring device for pulverized coal bunker, coal mill, and configure the CO temperature, automatic alarm device. During the operation and maintenance of the system, the monitoring and alarming devices should be in the open state.
(7) a dry powder fire extinguisher and a gas automatic fire extinguishing system shall be installed in the coal grinding, coal powder storage and coal grinding dust collector.
(8) the gas automatic fire extinguishing system shall be provided with control valves respectively, and the control valves shall be centrally arranged. Automatic control system should set automatic, manual mode switch and manual control valve; gas fire extinguishing system shall be equipped with fire alarm device. In addition to the gas fire extinguishing system, associated equipment maintenance operations, the gas fire extinguishing system should always be in automatic control.
(9) the explosion proof type shall be adopted in the electrical equipment in the enclosed workshop.
(10) all the equipment and piping of the coal preparation system should be reliably grounded.
(11) the slope of the coal bunker cone shall be no less than 70 degrees, and the pulverized coal discharge device shall be provided.
Three. Safety operation requirements
1. boot requirements
(1) before the commissioning of the coal powder preparation system, the system should be fully checked and confirmed that the production equipment, fire protection and other safety protection facilities are in good condition and the temperature of each measuring point. CO concentration normal, with boot conditions.
(2) when the coal preparation system adopts the kiln head or the exhaust gas of the kiln as the drying heat source, if the pre cleaning system performs the cleaning operation, the pulverized coal preparation system shall be stopped and the hot air valve leading to the coal mill will be closed.
(3) the coal grinding and dust removal system should be started before the coal mill is started.
2. operating requirements
(1) the cement plant shall determine reasonable operational control parameters according to the quality of coal and the production process of the coal preparation system.
(2) coal grinding, grinding temperature should not exceed 260 degrees, the grinding of gas, coal, coal gas and dust precipitator entrance grinding temperature should not exceed 70 DEG C; Anthracite grinding, grinding temperature should not exceed 300 degrees, the grinding of gas, coal gas, coal grinding dust entrance the ash and the temperature should not exceed 75 DEG C.
(3) the concentration of CO in pulverized coal bunker and coal mill dust collector should not exceed 800ppm. The location of pulverized coal bunker should be kept at about 80%.
(4) the coal preparation system should maintain good airtightness during operation. The door and hole of the equipment are forbidden to be opened.
3. inspection requirements
Normal production, patrol personnel should regularly check the system, production equipment, fire protection and other safety protection facilities should be in good condition, found abnormal parameters and "run, take, drop, leak" phenomenon, should be dealt with in a timely manner. The patrol personnel shall not be close to the relief valve.
4. downtime requirements
(1) the pulverized coal shall be emptied before the shutdown of the powder separator, dust collector and conveying equipment.
(2) when the planned shutdown is more than 3 days, the pulverized coal bin should be emptied. In case of no emptying, the raw surface of the coal powder in the warehouse shall be laid at the thickness of not less than 150mm, and the flow of the auxiliary gas will be closed. The temperature, the concentration of CO and its change shall be recorded at regular intervals. When the plan is stopped for more than 15 days, the coal in the grinding head warehouse should be emptied.
(3) the ball milling should be stopped for 10 minutes and the machine should be stopped.
(4) after the shutdown of the pulverized coal preparation system, the inlet and outlet valves of the coal dust cleaner shall be closed.
Four, maintenance requirements
1. maintenance requirements
(1) equipment maintenance should be carried out in the state of shutdown, and take the equipment power failure, "listing", "locking", special personnel monitoring measures.
(2) when the internal combustion of the coal grinding, coal dust bin and dust collector is on fire, emergency shutdown valve, inlet and outlet valve and inlet and outlet gas valve shall be shut down, and then gas fire extinguishing system of the corresponding equipment shall be started.
(3) when the coal warehouse and the coal bunker are cleaned up, if the raw coal and pulverized coal are found spontaneous combustion in the warehouse, the clearance personnel shall be evacuated immediately to the warehouse, and the roof inlet valve of the dust collector and the auxiliary draft fan shall be closed. After confirming no one in the warehouse, take measures to extinguish the fire.
(4) when a fire accident occurs in a coal preparation system, an emergency stop should be made to cut off the power supply of the system, fire measures shall be taken, and an emergency plan for the accident shall be started. When the fire is extinguished, the work permit of limited space shall be approved before the door is opened and equipped for maintenance.
● Epilogue
The accumulation of coal under the state, such as the collector of some dead, ash deposition of fine coal, when the oxidation rate exceeds the rate of heat dissipation, heat generated by savings caused by coal spontaneous combustion or explosion phenomenon. Spontaneous combustion temperature of pulverized coal by coal self oxidation degree and the surrounding medium composition, although lower than normal pulverized coal ignition temperature, but it is not a fixed value, V.Fierro research shows that the critical temperature of pulverized coal spontaneous combustion at 60 to 80 DEG C. Therefore, preventing the deposition of pulverized coal in the pulverized coal preparation system is an important measure to prevent spontaneous combustion.
When the pulverized coal is very fine, it is in contact with the air directly in the suspension state. Once ignited, the explosion will occur rapidly and the oxidation will happen. Generally speaking, the lower limit of coal dust explosion is 30-50g/m3, and the upper limit is 1000-2000g/m3. The coal preparation process, part of volatile coal for the dual role of hot gas by drying and grinding, will precipitate and produce CO into the wind path system. Combustion and explosion occur when the basic conditions of combustion and explosion - oxygen, fuel (pulverized coal or CO) and fire source (spark or spark) exist simultaneously. Therefore, the operation of pulverized coal preparation system should pay special attention to the problems of anti combustion and explosion protection.
When the concentration of oxygen is less than 14%, considered as inert gas, the pulverized coal preparation system is relatively safe. Therefore, when the cement plant pulverized coal preparation system is arranged in the kiln, the kiln flue gas as the drying medium, low oxygen content in flue gas, inhibit the explosion effect of flame and explosion proof requirements of low coal; when the cement plant pulverized coal preparation system is arranged in the kiln, the kiln grate cooler hot air or hot air drying furnace by hot air as the medium, will be as high as 21%. with oxygen in the air blasting conditions.
Generally, the volatile content of coal is not flammable when it is less than 10%, and flammable explosive at 25%- 35%. More than 35% when extremely flammable explosion. Therefore, the preparation of anthracite powder, can choose the grate cooler in hot air as drying heat; preparation of bituminous coal, should use the kiln exhaust gas as the heat source for drying; preparation of lignite coal, should choose kiln flue gas as the drying medium, and the risk of explosion of fuel preparation system to reduce coal, should try to avoid using lignite as fuel.
In short, the fire and explosion of cement plant pulverized coal preparation system is a system engineering, including coal selection, system design, operation, maintenance, security, personnel management, angle treatment etc..
National toll free service hotline:4006541119
Address:Liuhe town, taicang city, liuhe town, zhannan industrial park
Zip code:215431
tel:0512-8160 5191、8160 5190
Mr hu:13816508709
Mr.Chen:13814885163
Fax:0512-8160 5192
Mailbox:suanfire@126.com
TaicangSuanFire Equipment Co.,Ltd. Copyright © 2017 All Rights Reserved苏ICP备14029823号-1
